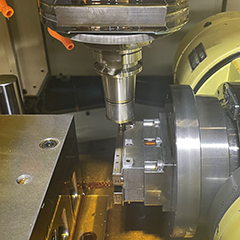
薄板加工とは
マシニングでの薄板加工とは、一般的に板厚が6㎜以下の材質に対してのことを指します。
プリンタなどのOA機器などでは薄板加工への需要が高まっています。ここでは、マシニング加工における薄板加工についてのポイントを解説します。
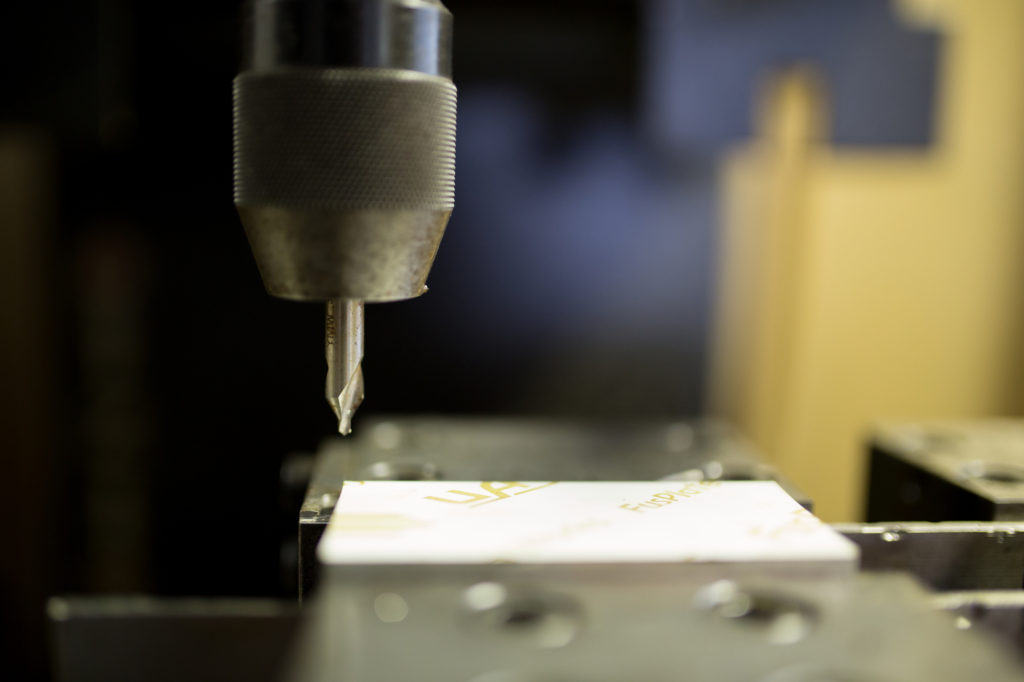
薄板加工のポイント
反り、うねりが出ないようにする
薄板の加工となるため、製品自体に反りやうねりが発生しやすくなります。加工時の熱や圧力などが原因となりますが、これらを発生させないために加工条件を最適化する必要があります。
切削液の選定
加工時に使用する切削液の選定も重要です。特に量産となると油性切削液の法が条件や精度が出しやすくなります。また、工具寿命の長期化や反りなどが発生しにくくなります。
薄板加工の起こりうるトラブル
マシニング加工における薄板加工時には以下のようなトラブルが発生します。
平面度の管理ができない
薄板の加工であるため、熱の影響を受けやすく製品に反りやうねりが発生します。これにより平面度の要求などが満たせず、トラブルに繋がります。
板厚の寸法精度が出ない
薄板の加工となるため、厚みにバラつきが出やすくなります。加工途中に発生した反りやうねりで表と裏の加工状態が変わるため、バラつきが発生します。また、製品のクランプ状態によって加工の状態も変化するため、寸法が出にくくなります。
当社が実践する薄板加工の際のポイント
当社の薄板加工時の特徴には以下が挙げられます。
切削工具管理・選定
マシニングでの薄板加工では、切削工具の管理・選定が重要です。加工終了時には切削工具の摩耗状態を確認し、常に最適な状態で加工が行えるかを管理する必要があります。また最適な工具を選定し、最適な条件で加工を行うことも重要なポイントとなります。
切削液の選定
薄板加工時には熱が発生しやすくなるため、切削液にて冷却を行う必要があります。そのため加工条件にあった最適な切削液を選定することが重要です。加工条件や数量などによって選定を変更する必要があるため、実績や経験を基にして選定する必要があります。
製品事例
当社の薄板加工の事例をご紹介します。
産業機器装置用ステンレス製プレート
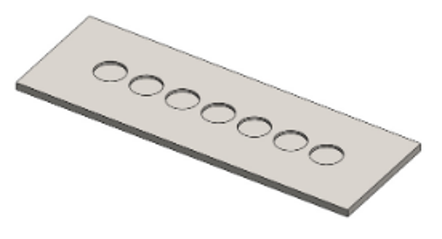
こちらは、産業機器用 試作部品の加工事例です。 材質はSUS304を使用し、3軸加工機にて製作いたしました。
厚みT0.5㎜の薄板から外周と座グリ穴を同時に加工しております。 厚みの薄い製品加工となるため、ワークのクランプ方法やねじれを抑える為に切削条件等を工夫しております。
産業機器装置用アルミ製リング
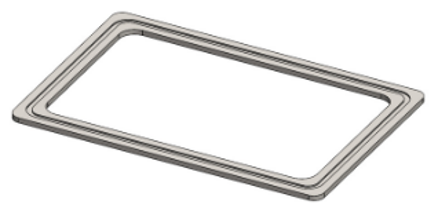
こちらは、産業機器用 試作部品の加工事例です。
材質はA5052を使用し、3軸加工機にて製作いたしました。
厚みT0.5㎜の薄板から外周・内周と座グリを同時に加工しております。
厚みの薄い製品加工となるため、ワークのクランプ方法やねじれを抑える為に切削条件等を工夫しております。
薄板加工でお困りの方は、三翔精工まで!
精密マシニング加工 量産センター.comを運営する三翔精工では、マシニングでの薄板加工を行ってまいりました。
難易度の高い薄板加工ですが、最適な加工条件の設定や切削液・切削工具の選定によりお客様のご要望にお応えします。
特に当社が誇るマシニング加工技術と24時間の生産体制により、量産対応が可能です。更に全数の外観検査により品質保証も徹底しております。
薄板加工には、加工設備だけでなくノウハウ・知見、技術、高品質が必須となりますが、当社は創業以来、精密加工に特化し事業を行い、さらに徹底した研究により、森精機・切削加工ドリームコンテストで金賞を受賞するほどの技術力を保有しております。
マシニングでの薄板加工なら、ぜひ当社までお問い合わせください。
>>>マシニング加工の種類:ねじ切り加工とは?おねじ・めねじ加工の際のポイントも解説!
>>>マシニング加工の種類:微細加工とは?微細加工を行う際のポイントも解説!
>>>マシニング加工の種類:穴あけ加工とは?加工を行う際のポイントも解説!