VA・VE事例
コーナーRの形状変更による加工工数の削減
| 課題 | 加工工数 | 効果 | 工数削減 コストダウン |
|---|
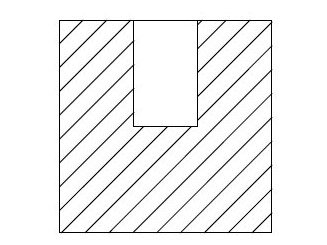
Before
コーナーRの形状変更によりコストダウンを実現した事例をご紹介いたします。
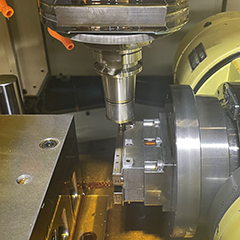
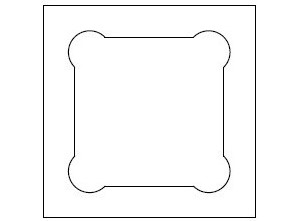
こちらのケース部品は、ポケット内部の面領域を確保するためコーナーRが小さい製品でした。この場合、使用する工具径が小さくなってしまうため、加工時間が掛かってしまっていました。
こちらのケース部品は、ポケット内部の面領域を確保するためコーナーRが小さい製品でした。この場合、使用する工具径が小さくなってしまうため、加工時間が掛かってしまっていました。
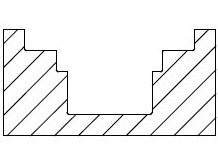
After
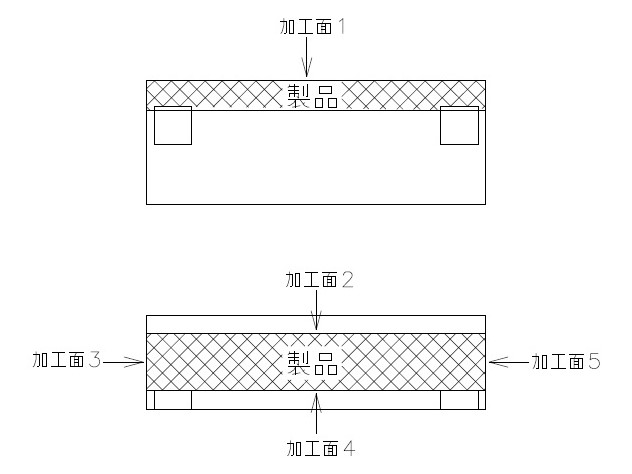
そこで当社では、コーナーR部分を外側に逃がすことで、大きな径の工具を使用できるようにいたしました。これにより、加工時間も削減することができ、結果としてコストダウンにつながりました。お客様とご相談のうえ、部品を挿入しても影響が無い範囲で形状を変更いたしました。
ポイント
本事例のポイントは、製品の形状変更により製造リードタイム短縮を実現した点にあります。「精密マシニング加工 量産センター.com」を運営する株式会社三翔精工は、鹿児島県霧島市に生産拠点を置く切削加工メーカーです。当社は、マシニングセンタを用いた精密加工技術×難削材加工技術×量産加工技術の3つの技術と、徹底した品質保証体制により、高品質が求められる半導体製造装置や医療機器、産業機械、電子機器など様々な業界のお客様から長年ご支持いただいております。
量産部品の精密マシニング加工なら、当社にお任せください。
関連事例
5軸加工機の多数個取り多面加工によるコストダウンの実現
| 課題 | 加工工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
5軸加工機の多面加工によるコストダウンの実現
| 課題 | 加工工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
バフ研磨によるバリ処理・表面処理の効率化
| 課題 | 仕上げ工程の工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
バレル研磨による
仕上げ工程の工数削減
| 課題 | 仕上げ工程の工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
ブラスト処理による
バリ取りの効率化
| 課題 | 仕上げ工程の工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
止まり穴の形状変更による加工工数・工具コストの削減
| 課題 | 加工工数 工具コスト |
|---|---|
| 効果 | 工数削減 工具コスト低減 コストダウン |
内コーナー部の形状変更による工具コストの低減
| 課題 | 工具コスト |
|---|---|
| 効果 | 工具コスト低減 コストダウン |
コーナーRの形状変更による加工工数の削減
| 課題 | 加工工数 |
|---|---|
| 効果 | 工数削減 コストダウン |