VA・VE事例
バレル研磨による
仕上げ工程の工数削減
| 課題 | 仕上げ工程の工数 | 効果 | 工数削減 コストダウン |
|---|
Before
バレル研磨により研磨作業の工数削減を実現した事例をご紹介いたします。
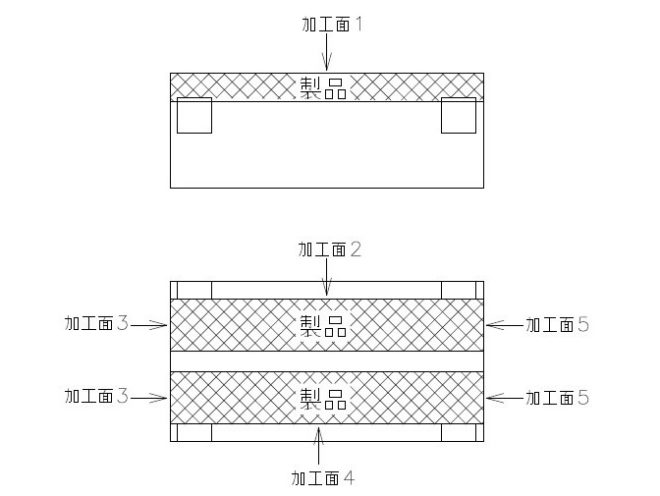
従来、機械加工後の仕上げ工程においてバリ処理と表面処理を手作業で行っていました。しかし、手作業ですと生産性が低く、人件費・工数がかかり、コストアップ要因になってしまっていました。
従来、機械加工後の仕上げ工程においてバリ処理と表面処理を手作業で行っていました。しかし、手作業ですと生産性が低く、人件費・工数がかかり、コストアップ要因になってしまっていました。
After
-1.jpg)
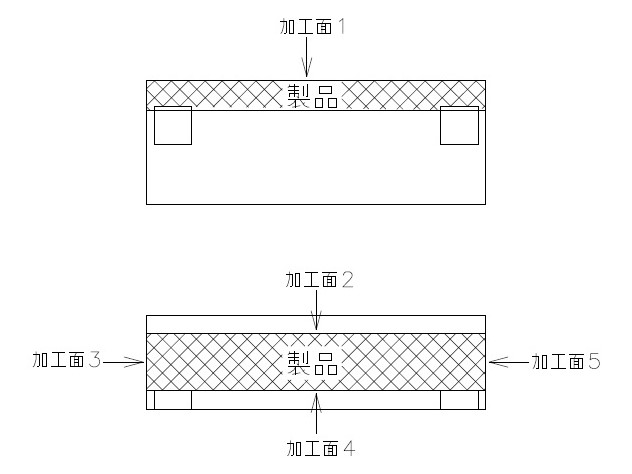
そこで、当社にてバレル研磨を行いました。バレル研磨は、研磨機に製品を入れるだけで多数個を同時に処理することができます。外周部の小さいバリや角取りをまとめて行うことができるため、製造リードタイムを半減することが可能になります。
ポイント
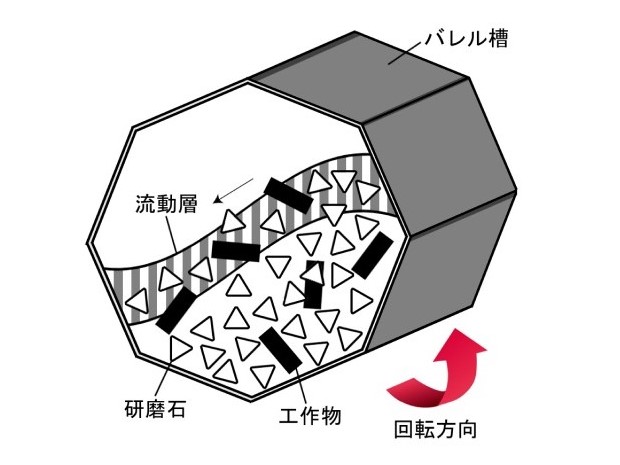
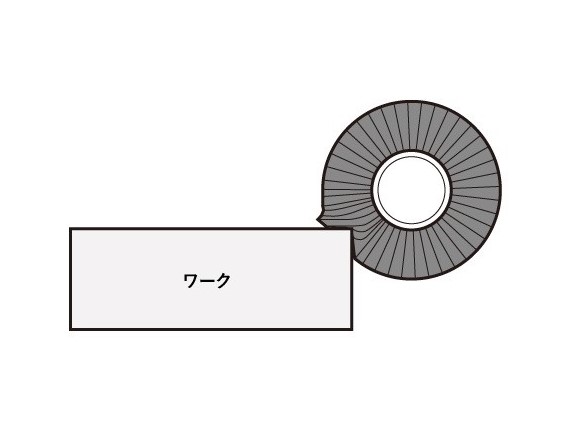
本事例のポイントは、バレル研磨によりバリ取り・角取りの効率化を実現した点にあります。バレル研磨(英:Barrel polishing)とは、ワークをドラム形状のバレル容器に入れ、回転運動や振動で研磨を行う加工方法になります。バレル容器の内部には、メディア(研磨石、研磨材)、コンパウンド(研磨助剤)、水が入っており、それらとワークを摩擦させることでワーク表面の研磨を行うことが可能になります。
関連事例
5軸加工機の多数個取り多面加工によるコストダウンの実現
| 課題 | 加工工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
5軸加工機の多面加工によるコストダウンの実現
| 課題 | 加工工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
バフ研磨によるバリ処理・表面処理の効率化
| 課題 | 仕上げ工程の工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
バレル研磨による
仕上げ工程の工数削減
| 課題 | 仕上げ工程の工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
ブラスト処理による
バリ取りの効率化
| 課題 | 仕上げ工程の工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
止まり穴の形状変更による加工工数・工具コストの削減
| 課題 | 加工工数 工具コスト |
|---|---|
| 効果 | 工数削減 工具コスト低減 コストダウン |
内コーナー部の形状変更による工具コストの低減
| 課題 | 工具コスト |
|---|---|
| 効果 | 工具コスト低減 コストダウン |
コーナーRの形状変更による加工工数の削減
| 課題 | 加工工数 |
|---|---|
| 効果 | 工数削減 コストダウン |