VA・VE事例
内コーナー部の形状変更による工具コストの低減
| 課題 | 工具コスト | 効果 | 工具コスト低減 コストダウン |
|---|
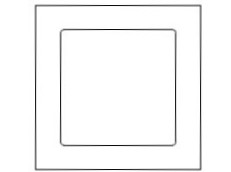
Before
形状変更によりコストダウンを実現した事例をご紹介いたします。
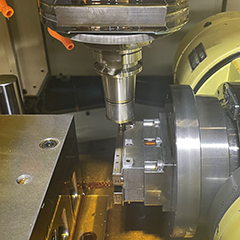
内コーナーの直角度を維持するため内コーナーRの指示を0.03以下など小さい値を指示された場合、工具刃先の摩耗状態により工具交換を行うため、工具使用量が多く工具コストがネックとなっていました。
内コーナーの直角度を維持するため内コーナーRの指示を0.03以下など小さい値を指示された場合、工具刃先の摩耗状態により工具交換を行うため、工具使用量が多く工具コストがネックとなっていました。
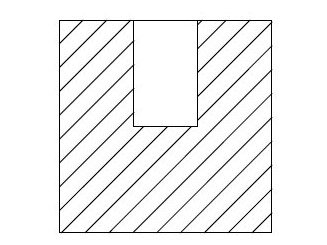
After
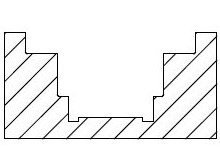
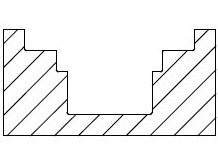
そこで当社では、直角度が必要な箇所の内コーナー部に溝を入れることで工具摩耗の制限を緩和することができ、工具使用量の削減につながりました。本製品は直角度が必要でしたが、通常の切削ですと角の部分のRが大きくなってしまいます。相手部品も角が立っているため、嵌合させた場合に角に引っかかって密着しません。しかし、内コーナー部に溝を入れておくと製品仕様も満足させることが可能になります。
ポイント
本事例のポイントは、工具の長寿命化により工具コストの低減を実現した点にあります。「精密マシニング加工 量産センター.com」を運営する株式会社三翔精工は、鹿児島県霧島市に生産拠点を置く切削加工メーカーです。当社は、マシニングセンタを用いた精密加工技術×難削材加工技術×量産加工技術の3つの技術と、徹底した品質保証体制により、高品質が求められる半導体製造装置や医療機器、産業機械、電子機器など様々な業界のお客様から長年ご支持いただいております。
量産部品の精密マシニング加工なら、当社にお任せください。
関連事例
5軸加工機の多数個取り多面加工によるコストダウンの実現
| 課題 | 加工工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
5軸加工機の多面加工によるコストダウンの実現
| 課題 | 加工工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
バフ研磨によるバリ処理・表面処理の効率化
| 課題 | 仕上げ工程の工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
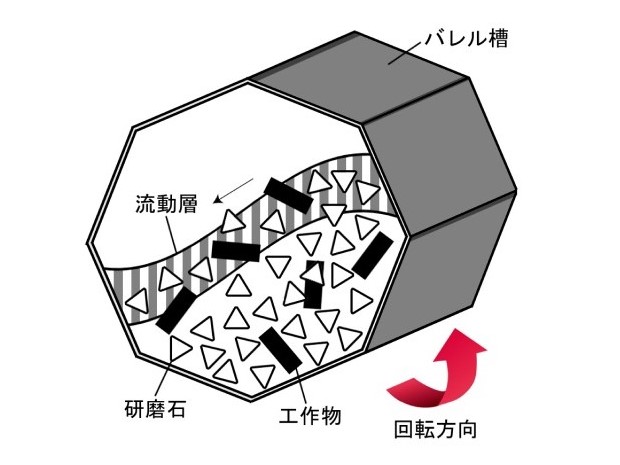
バレル研磨による
仕上げ工程の工数削減
| 課題 | 仕上げ工程の工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
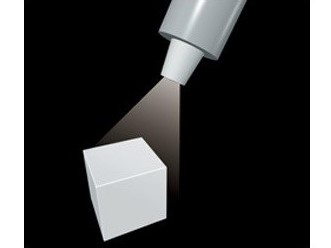
ブラスト処理による
バリ取りの効率化
| 課題 | 仕上げ工程の工数 |
|---|---|
| 効果 | 工数削減 コストダウン |
止まり穴の形状変更による加工工数・工具コストの削減
| 課題 | 加工工数 工具コスト |
|---|---|
| 効果 | 工数削減 工具コスト低減 コストダウン |
内コーナー部の形状変更による工具コストの低減
| 課題 | 工具コスト |
|---|---|
| 効果 | 工具コスト低減 コストダウン |
コーナーRの形状変更による加工工数の削減
| 課題 | 加工工数 |
|---|---|
| 効果 | 工数削減 コストダウン |